
Wing test stand for simulating airflow
Hydraulic cylinder & clamping unit in the structural test stand
Airbus – this name stands for the highest safety standards as well as for a network of European locations that share research, development and manufacturing. To ensure such a high level of safety, extensive simulations and structural tests are carried out. System tests that also simulate loads and environmental conditions in various flight phases on the test stand are particularly demanding. In the present project, the landing flaps and slats are tested in the structural test stand.
Since these are rapidly changing forces with very irregular parameters, the actuators that simulate the airflow are subject to the highest demands. For this reason, Airbus Bremen decided to purchase the 26 hydraulic cylinders for the new test stand from Hänchen. In addition, 8 clamping units were added to secure the test stand.
- Long service life of the products
- Optimum friction characteristics
- Reliable and precise reaction
- Competent advice, also on site



- Control deviation of 1% for static load and 4% for dynamic tests
- Minimum movements down to 0.02 m/s
- Maximum movements up to 1 m/s
- Safety element for the protection of operating personnel and the test stand
- Hydraulic cylinder series 300 in Servocop® design
- bore between 40 and 160 mm
- rod Ø between 30 and 110 mm
- Stroke from 300 to 1,670 mm
- Clamping units Ratio-Clamp®
- Holding load between 140 and 300 kN
In various test areas, hydraulic cylinders from Hänchen have proven their worth in many generations of Airbus test stand technology. This positive experience has also been gained in the High-Lift Test Centre in Bremen. Here, the development, design and production of high-lift systems for the wings of all Airbus programmes, including the A380, take place. The best-known elements of the high-lift system are landing flaps and slats. During the various flight phases, they adapt and optimise the aerodynamic properties of the wings, whereby the corresponding drive systems are subject to particular demands. They move the so-called 'slats' as leading edge flaps and the 'flaps' on the trailing edge of the wing. Various hydraulic and electrical drive components position slats and flaps during take-off, cruise - i.e. long-distance flight - and landing. Extensive tests simulate the environmental conditions, forces and other loads that occur. This ensures and demonstrates the system safety required for the first flight and type approval - even for extreme conditions.
Putting it through its paces
In Bremen, normal flights and extreme situations are investigated in order to prove the necessary functionality, especially for the complex high-lift system. The A350 XWB system test is also crucial for the approval of this aircraft. It differs from previous tests due to its significantly higher complexity: "During the tests in Bremen, we concentrate on every detail in the system," is how Dipl.-Ing. Michael Johst, who is responsible for the operation of the test facilities in the High-Lift division, describes the task. "We have completely installed the original drive motors, the safety technology and the sensor technology of the high-lift system in order to put the individual system through its paces. In doing so, we not only investigate various 'normal operation cases', but also possible extreme situations. These are simulated on the original system in order to prove that system stability is guaranteed under all circumstances. In addition to the tests on the real test stands, we also use virtual test platforms."
Hydraulics simulate air loads
System tests check redundancies and the function of the control computer in interaction with all relevant system and structural components, which is sometimes quite complex. In the test stand, for example, the air loads as well as high and low temperatures of minimum -56° C and maximum +90° C are simulated. An additional focus during the test of the high-lift system at Airbus in Bremen is on the qualification of novel high-lift components. Where linear forces act in these test stands, hydraulic cylinders from Hänchen in Ostfildern near Stuttgart are generally used, in particular for the simulation of air loads.
_Retusche.jpg?m=1690201878)
.jpg?m=1690201926)
.jpg?m=1690201964)
During the testing of the A350 XWB's leading-edge slats and flaps, 26 cylinders are in use – exclusively from Hänchen. Hydraulics are particularly suitable here due to the size of the actuators, the power density, the control quality and dynamics, in order to be able to optimally simulate the flight conditions. The permissible control deviation of 1% under static load is maintained thanks to the hydraulic cylinders from Hänchen. In dynamic tests, the permissible control deviation is 4%. The test stand is designed for a duration of 15 to 20 years. Exceptions are special tools for investigating extreme situations, which are designed for limited load change under ultimate load conditions.
Servocop® cover type
These requirements can be easily met in series production by the hydraulic cylinders from Hänchen: The hydraulic cylinders of the 300 series used in Bremen are all designed in the Servocop® cover type due to the high demands on performance and dynamics. The maximum supply pressure applied to the flap cylinders is 250 bar, while it is 300 bar for the slat cylinders. In the test stand, the supply pressure is reduced to 180 bar due to the pressure drop required for control. The bore is between 40 and 160 mm, the rod diameter between 30 and 110 mm with a stroke of 300 to 1,670 mm. Important features are high accuracy and minimal clearance between the cover and piston rod. The sliding surface guarantees optimised friction properties. A long service life is guaranteed by the high manufacturing accuracy and the small guide clearance. In addition, the Servocop® design offers a practically stick-slip-free movement even at very low (up to 0.02 m/s) and very high (up to 1 m/s) piston speeds. For this reason, the Servocop® cover type is particularly suitable for test and test stand construction, as is the case at Airbus. In Bremen, safety aspects are also important to protect the operating personnel and the test stand itself, as damage here can set back a test by many months. Electrical drives proved to be unsuccessful for this area of application in testing, especially for load simulations. All hydraulic cylinders of the new test field generation are equipped with an EtherCAT-enabled integrated position transducer, as this real-time-capable fieldbus has become standard in Bremen. The actuators, which are centrally supplied with hydraulics from the basement, are controlled via load and position. The load control of the air load simulation depends on the respective position in the original system. For smaller test setups, the hydraulic cylinder manufacturer also supplies complete actuators with accumulator, valve and other elements.
At the high-lift test stand for the A350 XWB, Airbus has faithfully reproduced the systems of the left wing, while the right side is shown in a shortened representation. The slat stations are loaded by an arrangement of 14 cylinders and are directly connected to the system components via racks. On the inner and outer flaps of the rear wing edge, the load simulation is supported by hexapods. Actuators are each 6 hydraulic cylinders. Pneumatic linear drives are mounted on the hydraulic cylinders to support rapid movements with low mass.
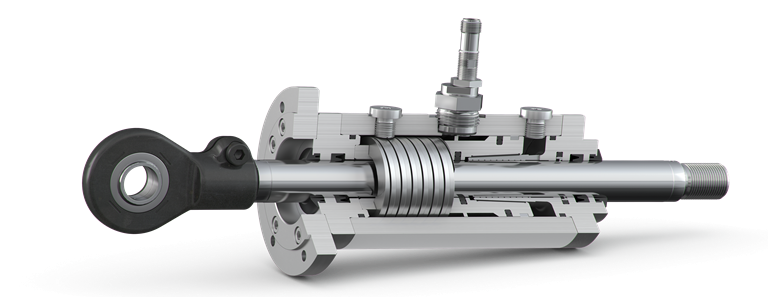 Sectional drawing of a clamping unit Ratio-Clamp® with a Servocop® Sealing system
Sectional drawing of a clamping unit Ratio-Clamp® with a Servocop® Sealing systemTo securely fix the hexapods for an unlimited time, even without applied pressure, all hydraulic cylinders on the flaps have a flanged clamping unit Ratio-Clamp®. Depending on the cylinder, this patented clamping system is designed for a holding load between 140 and 300 kN. The force is stored in helical disk springs and fixes the rod in the event of a pressure drop via a conical clamping element through frictional contact. The spring packages used and the length of the cone precisely define the clamping force and releasing pressure. This clamping process can be triggered by targeted shutdown, pressure reduction, or energy failure, as well as system damage. The clamping force is then maintained without energy supply for any length of time until the releasing pressure is applied again and the piston rod is thus released. When pressure is applied, the rod can be moved in both directions with low friction. The use of clamping unit Ratio-Clamp® also offers the typical advantages of a hydraulic system: high power density and precise reaction due to the minimal compressibility of the fluid. This virtually eliminates damage to Airbus's expensive test stands, for example, in the event of a failure of the hydraulic supply.
"We like working with Hänchen hydraulic cylinders and clamping because they have proven themselves and maintain the quality they promise," is how the lead test engineer Johst sums it up. "We have gained this experience since our first high-lift tests in 1980. Even though we work with several partners in many areas: Hänchen standard is the standard for us here."
© Hänchen 2013
Our competence as a manufacturer of test stands and test machines
Complex in-house and customer projects make Hänchen a reliable quality provider of complete test machines today. This reflects our many years of competence development - starting with cylinder construction, expanded to include electronic components and complete drive systems. In the meantime, Hänchen offers its customers entire machines, including drive axes, frames and machine elements.
- More than half a century of hydraulic and seal competence
- Extensive experience in individual designs and realisation of customer projects
- Experience in the systematised, individual design of industrial machines and retrofit
- Measurement, control and regulation technology, real-time control, measured value acquisition, sensor technology, fieldbus connection and evaluation
- Development of proprietary modular software, including graphical interface for control and regulation as well as communication at process level
- Planning and implementation of test machines
- Individual test stand construction
- Comprehensive safety concepts up to PLe in accordance with the Machinery Directive, CE conformity, safety software