
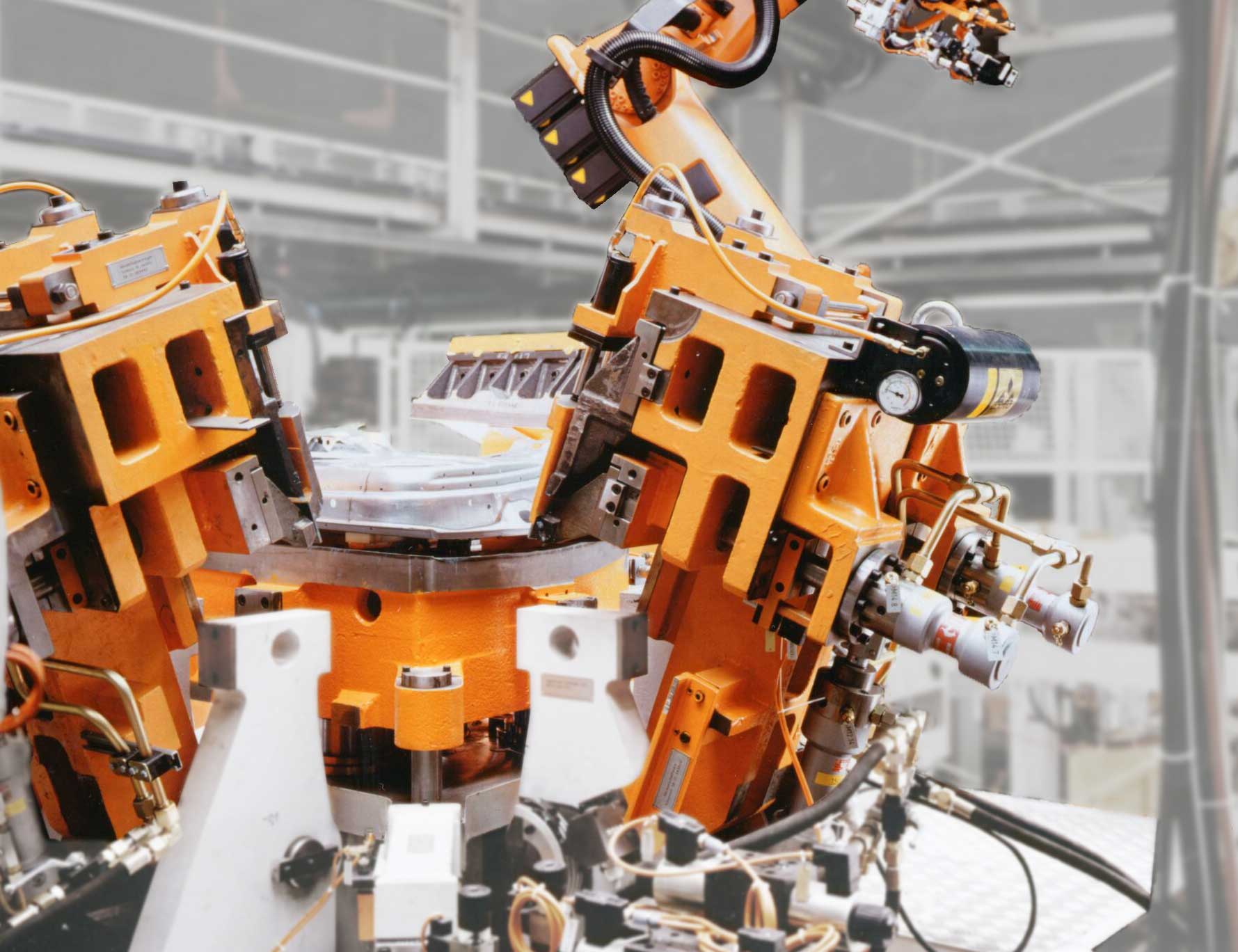
Folding machine for the automotive industry
Industrial hydraulic cylinder, Standard cylinder DIN/ISO
IIn series production, folding offers numerous advantages over welding: It is a joining technique that can be used in visible areas without rework. The joining technology alone allows for sealing and the associated corrosion protection. Any metal can be folded, including aluminium car body parts, which would otherwise require a great deal of additional work to weld.
Hänchen hydraulic cylinders as a plug-and-play unit. 13 standard cylinder DIN/ISO run non-stop in up to 27 shifts per week. Due to the reliability and long service life of the Hänchen cylinders, Audi can avoid storing spare parts.
- Long service life of hydraulic cylinders
- Fast spare parts service
- On-site consultation
- Precisely operating cylinders


- Pressure of 100 bar at 80 N/mm
- Reliable hydraulic cylinders
- Dimensional accuracy of only ± 0.2 mm
- Folding time of 20 seconds
- Series 120 hydraulic cylinders
- Standard cylinder DIN/ISO with mounting dimensions according to ISO 6020-1 series 160
- Sealing system: Servocop®
The main actors in this process are 13 Hänchen hydraulic cylinders from the catalogue program. Since 1991, Audi Toolmaking in Ingolstadt has been using the products of the hydraulic specialist from Ostfildern near Stuttgart in its hemming plants. These hemming plants connect the outer and inner parts or the welded assemblies of doors, front and rear bonnets, and side panel frames throughout the entire VW Group and beyond, without welding. "The hydraulic cylinders are a core component, subject to the highest demands," says Dipl.-Ing. (FH) Ernst Beringer from Audi Toolmaking, describing the requirements. "As drives with high force and precision, they must operate non-stop for 15 to 17 shifts per week. Initially, we used tie rod cylinders for this task, but they did not meet our requirements for durability. For nine years now, we have been using Hänchen hydraulic cylinders and are very satisfied with them." This is reflected, for example, in the fact that no spare parts are stocked for hydraulic cylinders. Even a stock of seals is dispensed with, as Hänchen ensures a worldwide 24-hour delivery service for these components. Thus, despite strong competition, the Toolmaking division of Audi AG supplies VW companies domestically and abroad, as well as overseas, and also produces hemming plants for other suppliers of car body construction plants. With the understanding of a system supplier, according to Beringer, these hemming plants meet the high quality demands of customers.
Plug-and-Play Unit from HäKo
For plant manufacturers, the hydraulic cylinder is a plug-and-play unit, precisely manufactured as a Hänchen standard cylinder DIN/ISO, allowing for replacement anytime, anywhere in the world, within the Sunday maintenance shift. For simplification, only three types are used, which Beringer and his team select and order using the Hänchen Configurator HäKo. This allows the standard cylinders to be optimally adapted to the respective installation situation. Furthermore, HäKo enables economical procurement and guarantees the shortest possible delivery times. "Here, quality and cost-effectiveness begin with procurement," says the designer.
The use of hydraulics
The quality of a hemming is particularly determined by the hemming radius: the tighter, the better. To achieve this, the Audi engineers proceed in the following steps: The outer part, whose flange is open to approximately 90 degrees, is inserted into the hemming system and positioned exactly. A robot adds the welding group to be joined as an inner part. Hydraulic cylinders close the C-brackets with the hemming jaws and bring the pre-hemming jaws into position for the first hemming step. Another hydraulic cylinder moves the hemming bed vertically upwards and then generates the necessary pressure to close the hems to an opening angle of 45°. Now the pre-hemming jaws are hydraulically retracted again. The hemming bed continues to move against the finish-hemming jaws and closes the hems with a correspondingly high pressure of 100 bar at 80 N/mm calculated on the hemming length. In this way, the system achieves the required small radius of curvature. Finally, the C-brackets are opened again, the hemmed part is removed from the hemming system and further processed in the corresponding manufacturing process.
Third generation hemming systems
The idea of bringing the pre-hemming jaws into engagement via a slide function has made the hemming system significantly more compact and less expensive. In the first generation, pre-hemming was carried out in a 5-meter high press, and finish-hemming was carried out in another unit of the same size. In the second generation, the hemming jaws were mounted one above the other in two separate groups. The process was now carried out in a system with a height of 2.2 meters. The new third-generation systems with the C-brackets have been in use since 1998 and are only 1.6 meters high. This optimization of the movement sequences results in the aforementioned short hemming time of 20 seconds.
Hydraulics – an essential basis for high precision in hemming systems
High-quality hydraulic components create a key prerequisite for meeting customer requirements for a hemming system. This is because they apply the necessary forces and allow a high degree of precision in the movements and positioning, according to the experience of Audi toolmaking. "With Hänchen, we at Audi have a proven partner. With precise hydraulic cylinders with maximum availability in compact hemming systems, we can achieve gap dimensions that meet the world's highest quality standards," Behringer is convinced.
© Hänchen 2001